







Pengenalan tembaga aluminium brazingBoth tembaga dan aluminium digunakan untuk membuat konduktor listrik, dan kepadatan aluminium adalah sepertiga dari tembaga. Oleh karena itu, konektor pembentuk aluminium dan tembaga dapat mengurangi biaya, mengurangi kualitas komponen mekanis, dan mengerahkan keunggulan masing-masing....
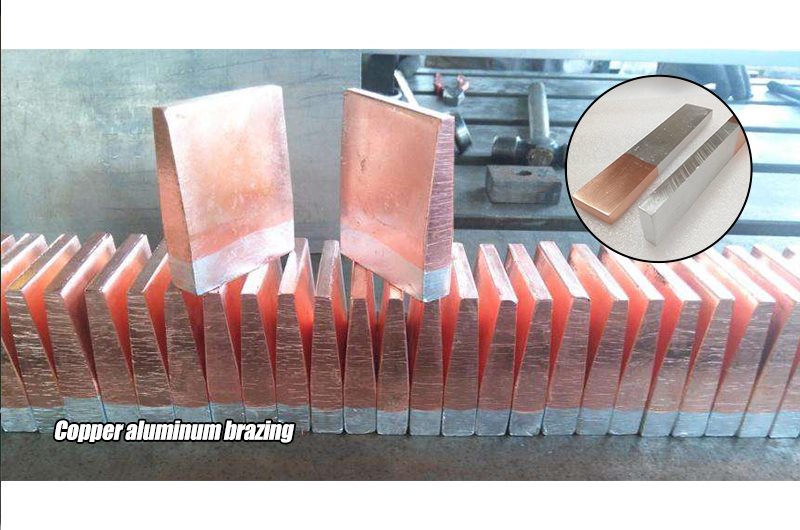
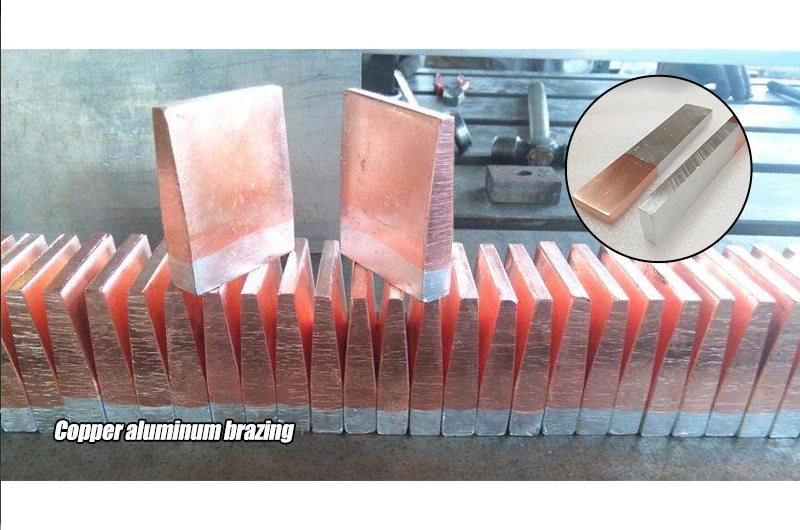
Pengenalan brazing aluminium tembaga
Baik tembaga dan aluminium digunakan untuk membuat konduktor listrik, dan kepadatan aluminium adalah sepertiga dari tembaga. Oleh karena itu, konektor pembentuk aluminium dan tembaga dapat mengurangi biaya, mengurangi kualitas komponen mekanis, dan mengerahkan keunggulan masing-masing.
Metode brazing aluminium tembaga
- Proses pengelasan: proses brazing, oksigen-propana (gas alam), oksigen-asetilena, api gas cair minyak bumi mengepang api.
- Alat pengelasan: tabung gas dengan gas cair minyak bumi, obor yang mengepang.
- Pretreatment pengelasan
(1) Pengelasan pipa tembaga dan aluminium
- Desain bersama: Celah unilateral sendi harus dikontrol pada 0,08 ~ 0,2mm, dan panjang las umumnya tidak lebih dari 30mm.
- Perawatan permukaan: Gunakan larutan pembersih lye atau logam untuk membersihkan minyak dan kontaminan lainnya di area pengelasan sendi, dan kemudian gunakan scraper (atau amplas kasar, atau sikat tembaga, atau sikat kawat) untuk mengikis lapisan isolasi pada permukaan area pengelasan sendi .
Catatan: Tidak dapat dipoles, karena solder dilas oleh aksi kapiler, dan tidak kondusif untuk pengelasan setelah pemolesan.
(2) Pengelasan batang tembaga dan batang aluminium (atau kawat tembaga dan kawat aluminium):
Gunakan larutan pembersih lye atau logam untuk membersihkan minyak dan kontaminan lainnya dari area pengelasan, dan kemudian gunakan sikat tembaga (atau sikat kawat, atau scraper, atau amplas kasar) untuk mengikis lapisan isolasi pada permukaan area pengelasan sendi.
Catatan: Tidak dapat dipoles, karena solder dilas oleh aksi kapiler, dan tidak kondusif untuk pengelasan setelah pemolesan.
- Kontrol dan pemanasan api
(1) Pemilihan alat
Lebih disukai untuk menggunakan obor pengelasan pembakaran dibantu udara yang dipanaskan secara seragam (obor pengelasan dilengkapi dengan katup kontrol aliran udara dan perangkat berputar, nyala api diputar melalui ujung pengelasan, dan api disemprotkan secara merata. Obor pengelasan ini dijual oleh perusahaan kami), dan api pereduksi (gas alam, minyak) lebih disukai api pembakaran gas cair).
(2) Metode pemanasan:
Api harus lembut dan benar-benar menutupi area pengelasan. Api harus dipindahkan ke atas dan ke bawah dan kiri dan kanan dengan area koneksi sebagai pusat, sehingga area koneksi dipanaskan secara merata (ketika logam yang berbeda terhubung, lebih banyak logam dengan konduktivitas termal yang baik harus dipanaskan. Misalnya, ketika tembaga dan aluminium dilas, lebih banyak bagian tembaga harus dipanaskan untuk memastikan koneksi. suhu komponen).
(3) Metode pengisian kawat:
sambil pemanasan. Kawat flux-cored dapat menyentuh benda kerja di area koneksi (suhu benda kerja melelehkan kawat, dan efek pengelasan lebih baik). Ketika ditemukan bahwa kawat dapat dilelehkan, kawat harus segera diberi makan, dan pemanasan harus dihentikan untuk menghindari pembakaran berlebihan dan kerusakan pada logam dasar. Beri makan kawat las sampai solder cair mengisi las (karena solder cair menembus ke dalam lasan dengan tindakan kapiler, berhenti memberi makan kawat las ketika secara visual terlihat bahwa las diisi dengan solder.
(4) Metode pendinginan:
Lepaskan obor setelah pengelasan agar dingin secara alami.
Catatan: Saat mengelas, hindari api yang mengarah ke titik tertentu untuk waktu yang lama dan suhu pengelasan tidak boleh melebihi 630 ° C untuk menghindari pembakaran logam dasar.
Peringatan keselamatan: Pekerjaan yang lebih berani harus mengenakan pakaian pelindung, sarung tangan pelindung dan kacamata pelindung (atau pelindung pelindung wajah), waspadalah terhadap percikan fluks cair pada kulit dan menyebabkan luka bakar.
- Perawatan pasca-las:
Tidak ada perawatan lebih lanjut yang diperlukan setelah pendinginan, residu fluks terlihat tetapi tidak korosif, tidak menyerap kelembaban dan menempel dengan kuat. Jika perlu, disarankan untuk menggunakan metode fisik untuk menghilangkan, seperti menggunakan sikat logam untuk menghilangkan setelah berendam (jika ada burr kecil, dapat dipoles dengan amplas halus).






