







...
Pengenalan proses brazing paduan aluminium 6063 dan sambungan tembaga merah
Aluminium dan tembaga banyak digunakan di bidang transmisi listrik, pertukaran panas dan kebutuhan sehari-hari karena konduktivitas listrik dan termalnya yang baik. Sebagai perbandingan, konduktivitas dan konduktivitas termal aluminium tidak sebagus tembaga, sedangkan harga pasar aluminium adalah 1/3 dari tembaga, dan kepadatan aluminium hanya 1/3 dari tembaga. Tanpa mempertimbangkan sifat mekanik dan sifat elektrotermal, biaya bahan aluminium untuk komponen yang sama adalah 1/9 dari bahan tembaga. Oleh karena itu, banyak industri mengadopsi teknologi "mengganti tembaga dengan aluminium" untuk mengurangi biaya produksi, seperti persiapan perangkat mikroelektronik, peralatan energi, baterai kendaraan hibrida dan baterai energi. Ada banyak metode koneksi tembaga aluminium. Mulai dari berbagai aspek seperti teknologi dan bahan, pengelasan leleh dan brazing dapat digunakan. Diantaranya, peleburan pengelasan aluminium / sambungan tembaga memiliki efisiensi produksi yang tinggi dan pembentukan yang indah, tetapi sambungannya rapuh, kekuatan rendah dan mudah retak; Dengan alasan mengontrol komposisi solder dan proses brazing secara ketat, sambungan tembaga / aluminium dengan kinerja yang sangat baik dapat diperoleh. Oleh karena itu, brazing adalah teknologi koneksi aluminium tembaga yang menjanjikan.
Proses brazing dari 6063 paduan aluminium dan sambungan tembaga merah
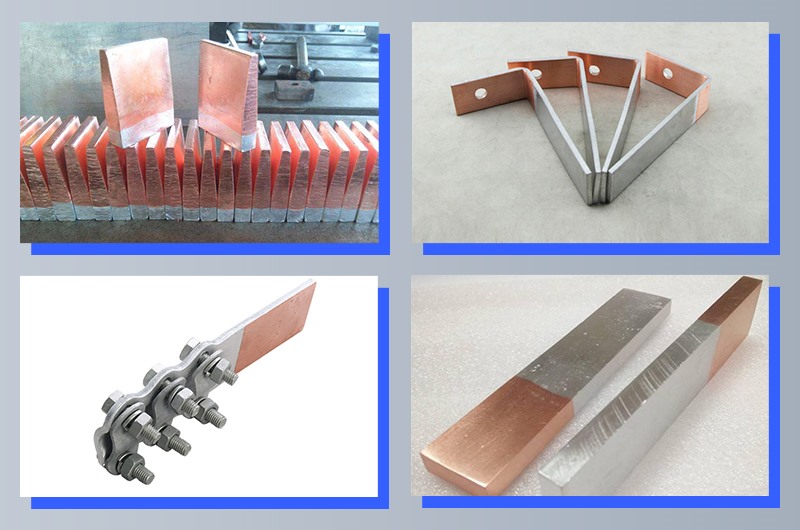
Untuk mewujudkan koneksi efisien dari 6063 paduan aluminium / sambungan tembaga merah, bahan yang kami gunakan adalah 6063 paduan aluminium dan tembaga merah. Solder masing-masing adalah zn75al25 dan zn92al8 seng aluminium flux cored welding kabel, serta solder inti padat aluminium seng yang sesuai. Fluks adalah fluks suhu sedang csf-alf3 fluks non-korosif. Api digunakan sebagai sumber panas dan metode operasi pengelasan TIG diadopsi.
Dalam brazing tradisional, solder padat dan fluks non-korosif suhu menengah CSF AlF3 pertama kali diletakkan di tepi sambungan pangkuan, dan kemudian ditempatkan di tungku resistansi untuk pemanasan. Proses brazing baru menggunakan kawat brazing flux cored sebagai bahan pengelasan, secara ilmiah sebanding dengan jumlah fluks dan logam pengisi, menggunakan api LPG sebagai sumber panas dan metode operasi pengelasan busur argon tungsten. Karena fluks non-korosif suhu sedang csf-alf3 dibungkus dengan inti kawat las, pengisian kawat dan penambahan fluks dilakukan secara bersamaan, yang nyaman untuk dioperasikan dan efisiensi produksi yang tinggi.
Fitur proses brazing paduan aluminium 6063 dan sambungan tembaga merah
1) Dibandingkan dengan sambungan yang direbus dalam tungku tradisional, paduan aluminium 6063 / sambungan tembaga merah yang diperoleh dengan proses brazing baru memiliki struktur mikro yang lebih halus dan lebih padat dan kekuatan geser yang lebih tinggi; Wettability zn78al22 solder pada tembaga dan aluminium dan kekuatan geser sambungan lebih tinggi daripada sambungan solder zn92al8.
2) Struktur mikro pada sisi aluminium jahitan brazing 6063 paduan aluminium / tembaga merah bersama dengan zn75al25 proses brazing baru adalah distribusi jaringan putih dan diendapkan terlebih dahulu α Al dibungkus dengan eutektik hitam (α Al + β Zn); Struktur di sisi tembaga adalah senyawa antarmuka larutan padat aluminium seng tembaga, blok putih β jaringan Zn dan jaringan dendritik, dan sisanya adalah sejumlah besar eutektik hitam (α Al + β Zn).
3) Proses brazing baru dapat secara efektif mewujudkan pengelasan 6063 paduan aluminium / sambungan tembaga merah. Ini memiliki keuntungan dari operasi yang nyaman, efisiensi pengelasan yang tinggi dan kekuatan geser sendi yang tinggi, hingga 70,2 n / mm2.






